


关键词 |
四川导电石墨电极焙品,天津石墨电极焙品,石墨电极焙品价格,石墨电极焙品费用 |
面向地区 |
石墨是一种非金属材料,熔点,达3 650℃,而铜的熔点是1083 ℃,因此石墨电极能承受更大的电流设定条件。当放电面积与电极尺寸缩放量越大时,石墨材料率粗加工的性越显著。石墨的导热系数是铜的1/3,其放电过程中产生的热能可更有效地用于去除金属材料,因此在中、精加工中,其加工效率也比铜电极要高。根据加工经验,在正确的使用条件下,石墨电极的放电加工速度要比铜电极整体快1.5~2倍。
石墨质软,黑灰色;有油腻感,可污染纸张。硬度为1~2,沿垂直方向随杂质的增加其硬度可增至3~5。比重为1.9~2.3。比表面积范围集中在1-20m2/g,在隔绝氧气条件下,其熔点在3000℃以上,是耐温的矿物之一。它能导电、导热。
石墨电有能够耐受大电流条件的特性,另外,在适当的粗加工设定条件下,含碳元素的钢工件加工时产生的腐蚀物和在工作液的高温下产生的分解物中的碳粒子,由于极性效应的作用,一部分腐蚀物、碳粒子附着在电极表面而形成保护层,粗加工中的石墨电极的损失极小。
电火花加工中的主要电极消耗量来源于粗加工,精加工的设定条件是消耗率高,但零件的预约加工余量少则加工蚀刻去除量少,其整体消耗量也少。 一般来说,石墨电极在大电流粗加工中损失比铜电极少,在精加工中损失可能比铜电极稍大,两者的电极损失相等。
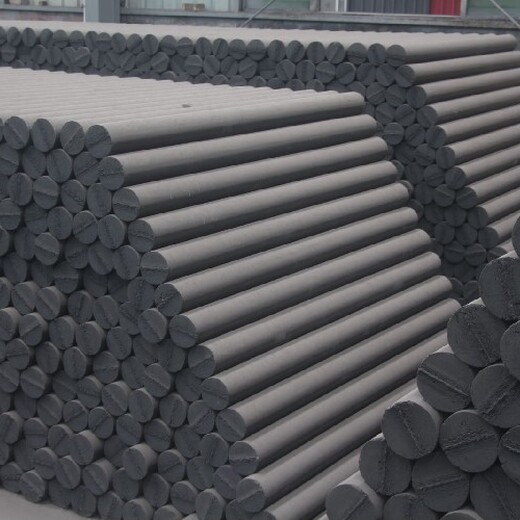
石墨材料密度比铜小,相同体积的石墨电极的重量只有铜电极的1/5。 体积大的电极使用石墨材料非常合适,大大减轻了电火花加工机床主轴的负荷,避免了由于重量大导致电极安装不方便、加工过程中出现偏航位移等问题,表明在大型模具加工中使用石墨电极是有意义的。
石墨化工序是石墨电极生产的关键工序,但连接石墨化工艺是国际技术,是国内技术。 采用该技术进行石墨化加工,不仅质量好,而且可以节约大量电能,其每吨能耗为3200度,与传统石墨化工艺相比,每吨节电1000度以上,可以大幅度降低生产成本。
| 主营行业:特种耐火材料 |
| 公司主营:石墨开炉棒,石墨电极 |
| 企业类型:个体经营 |
| 公司成立时间:2022-05-19 |
| 经营模式:服务型 |
| 公司邮编:365000 |
沈阳本地石墨电极焙品热销信息




